



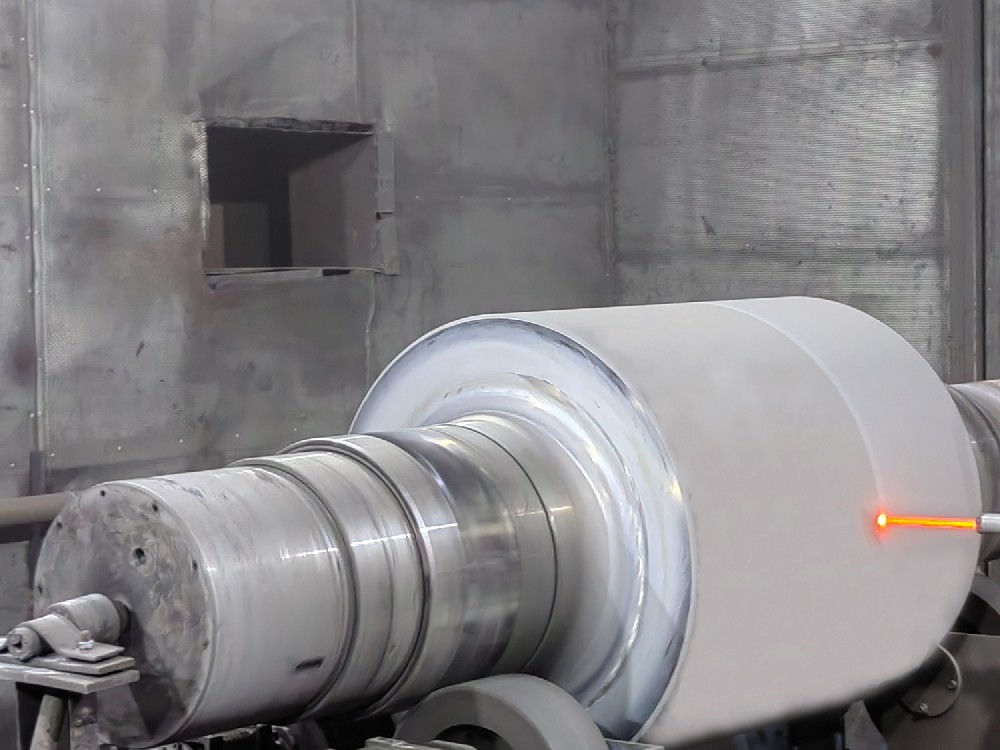




兆泰新能源针对锂电池行业订制了碳化钨配方和喷涂工艺,并有高精度磨床加工极片轧辊,各项指标皆处于行业领先水平,下表为喷涂和修磨后极片轧辊具体参数:
| S/N | 项目 | 描述 | 规格要求 |
| 1 | 轧辊基本材质 | 锻造钢,高频沾火 | 9Cr2Mo 或 9Cr3Mo |
| 2 | 轧辊尺寸 | 直径*辊面长度 | Ф750*820mm |
| 3 | 喷涂材料 | 针对锂电池定制配方 | WC 粉末 |
| 4 | 涂层厚度 | 喷涂碳化钨涂层厚度 | ≥0.3mm |
| 5 | 涂层显微硬度 | 表面硬度 | ≥1250HV0.3 |
| 6 | 涂层结合强度 | 涂层结合力 | ≥75MPa |
| 7 | 涂层孔隙率 | 涂层致密性 | ≤1% |
| 8 | 修磨后轧辊表面粗糙度 | Ra | <0.05um |
| 9 | 修磨后配对轧辊外径差异 | 对辊直径差异 | ≤0.02mm |
| 10 | 处理后轧辊外径锥度 | 两端与中间差异 | ≤0.02mm |
| 11 | 轧辊跳动 | 径向跳动 | ≤2um |
兆泰新能源在锂电池行业已经有多年技术储备和现场运行经验,下表是兆泰新能源碳化钨辊和锂电池行业中电镀辊,光辊的运行数据对比(单位: 米)
| 极片材料 | 光辊 | 电镀铬 | 兆泰碳化钨 |
| 碳酸铁锂 | 100W | 200W | 600W |
| 三元材料 | 45W | 90W | 450W |
| 钴酸锂 | 45W | 90W | 250W |
备注:以上数据为兆泰新能源在国内锂电池龙头企业4年来实施多对碳化钨极片轧辊,平均运行数据,各厂家因为工况和要求不一样,运行米数也略有区别。
